Meiki – In-cylinder Vacuum Plasticising Device

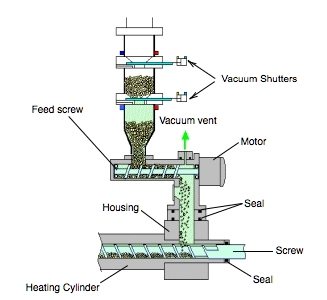
In-cylinder Vacuum Plasticising Device
This vacuum plasticising device by the Meiki corporation is built to remove gas and moisture from the material during plasticizing, removing any requirement of pre-drying material before moulding.
Meiki – Gas-assist Moulding Device

Gas-assist Moulding Device
During the filling of the mould cavity gas can be applied to the molten layer. This gas-assist device does this to enable the moulding of parts with thicker sections without the normally associated sink marks.
Cycle times can often be reduced due to the lack of post mould shrinkage simultaneously improving product surface finish and enhancing product quality.
The ability to mould thicker, wall section parts allow for greater design freedom, something previously unachievable with traditional injection moulding.
For more information please use the form below to get in touch with us.
Meiki – Vacuum & Pressure Laminator MVLP Series

Vacuum and Pressure Laminator

Differences Between the MVLP and a Roller Type
Please observe the two diagrams below, illustrating the differing work method between our MVLP series and the roller type laminator.

MVLP Series

Roll Type
Please get in touch with us via the email form below if you would like to learn how this product could be implemented in your factory.
Meiki – Standard Hot Press
Standard Hot Press
This standard hot press is used in tandem with the Vacuum Laminator as well as on its own depending on the user’s needs. Used for producing various types of laminated circuit boards. Meiki is the industry leader in printed circuit lamination, bringing together superior technology and know how. Thus because of these two things this hot press provides infinite possibilities for printed circuit board production.
Temperature Settings
This device can be supplied with a choice of heating mediums, giving the user the widest choice for their specific application. They are as follows:
- Steam
- Hot Oil
- Electric
- Oil and Electric combination
For any enquiries please use the email form below to get in touch with us.
Meiki – Copper-clad Hot Press
Copper-clad Hot Press
Meiki – MR Series

MR Series
Different Systems
Meiki – MC-MJ Series

MC-MJ Series
Sandwich Moulding
Standard Sandwich Mould
Foamed Core
By using a standard material for skin layer and a foamed material for the core layer, it is possible to reduce the product’s weight. Sink marks of thick-wall products are prevented and the surface has a soft touch and the foam provides sound absorption.
Gas Barrier
An inner core with gas barrier properties prevents the permeation of gases entering the product. This can be used in food packaging to improve the shelf life of the contents inside.
Stronger High Finish Products
The core material can include fillers such as glass fibre or minerals to increase a product’s strength. Together with a standard material skin to give a high-quality exterior finish.
Marble Moulding
Marble moulding is the injection of two different material sequentially to create a marbled pattern effect. This can be used as a cosmetically to enhance a product appearance.


For more information use the email form below to get in contact with us today.
Meiki – Injection-Press Machine
Injection-Press Machine
Comparison to Conventional Machines
Examples
Under Engine Skirt
- Uniform thickness and less distortion/warping
- Projection area= 5700cm2
- Material: PP
- Thickness 1.3~2.0mm
- Temperature: 260℃
- Centre gate Mould Temperature: 60℃

Injection press moulded Press pressure = 650-ton

Standard injection moulding process Clamping force = 850 ton Injection pressure = 1700kg/cm2
M200C-DM Laptop Chassis
-
- Glued moulding- Copper foil(35um)
- Material: ABS/PC/PBT+CF15%
- Thickness=0.9mm

Door Trim
- Lower material flowing pressures allows soft inserts to be over moulded.

Glued Fabric insert
Moulding sequence

- Mould closes to controlled open position
- Injection starts
- Mould compression
- Mould open and ejection
Meiki Pre-Press System (MPPS)
The Meiki Pre-Press System preloads the material in the screw and barrel using a shut-off valve at the nozzle tip. The screw moves forward closing the check valve on the head, trapping the material inside the barrel at a constant pre-injection pressure achieving an even load density. The screw position after pressurisation is taken as the injection shot volume starting point by the MPPS control system. This enables a constant shot volume to be injected into the mould. Removing any unwanted variation in final product quality.

MPPS system example

Effects of MPPS control
For more information regarding Meiki’s Injection-Press Machine, please use the email form below to get in touch with us.
Meiki – Multi-Colour Large Rotary Machine

Multi-Colour Large Rotary Machine
MC-VR-CJ series is a large rotary machine which is capable of multi-colour moulding, multi-layer moulding and in-mould assembly moulding, two or three colour moulded products can be made.
The machine can be built to house two or three stations for the different coloured material and rotates to allow the next material to be injected.
Examples:

Moulding Technique Example

Final Product Example
This highly popular machine is utilised by the world leaders in multicoloured car lamp manufacturers, available in five different clamping force options from 700-2000 tons.
Get in touch with us today for any enquiries into this sought after machine by using the email form below.
Meiki – Machine For Disc

Disc Machine
Vistac 1000IID controller developed exclusively for disc machine is adopted. A high cycle time is achievable without compromising high productivity, operability and stability.
This model is designed for CD & DVD moulding making injection compression & injection press process selectable.

This model can make 2 pcs of substrate per cycle at a time.
| Model | Unit | MDM-1 | MDM-40W | MDM-70W |
| Screw diameter | mm | 28 | 28 | 28 |
| Clamping force | Kn/{tf} | 393/40 | 393/40 | 690/70 |
| Mold opening stroke | mm | 190 | 190 | 250 |
| Machine weight | t | 2.3 | 2.3 | 4.5 |
| Mchine dimensions(LxWxH) | mm | 3,200×1,245×1,735 | 3,290×1,260×1,735 | 4,250×1,270×1,775 |

Adopting a servo motor for injection and screw rotation ensures a highly responsive injection control to reduces power consumption by 70% (electric power consumption because injection unit consumes 70 % of whole power consumption.)

A hydraulic direct clamping, which is inherited from the previous model-MDM-1, enables fast clamping pressure build-up speed for high replication rate and injection compression & injection press process.
(MDM-60H: single cavity type, MDM-60Hdual: twin cavity type), and improved machine quality, optical quality, the stability of replication printing quality, and the same quality of both discs substrate.

Mold for CD, DVD and next generation optical disc can be available. Mold parts can be compatible with each other as much as possible. Each user can specify Stamper outer ring and stamper holder specificaions.

Larger letter in larger screen than the previous model is adopted. Selecting screen and changing setting values can be done by touching screen. Memorizing molding data and hard-copying screen is offered.
Optical disc production system
Injection molding machine is only a part of whole optical disc production system. Injection molding machine produces substrate with information replicated by stamper taken out by product take-out device from mold, and the other processes include spattering process, bonding process and inspection process. The photo shows an off-line model.

Mold temperature controller itself is built in injection molding machine and is controlled by Vistac alpha controller of injection molding machine ranging within +/-0.1 degree C to setting value. Product take-out device has its compact controller as a part of injection molding machine and can take out substrate within 0.2 sec.
| Model | Unit | MDM-H |
| Screw diameter | mm | 28 |
| Clamping force | Kn/{tf} | 400/{40} |
| Mold opening stroke | mm | 190 |
| Machine weight | t | 2.3 |
| Mchine dimensions(LxWxH) | mm | 3,175×1,150×1,735 |
 D5 Creation
D5 Creation